
钛的各种属性使之成为具有强大吸引力的零件材料,但其中许多属性同时也影响着它的可加工性。钛合金加工方法有哪些呢,钛合金零件又该怎么加工?
先说钛合金得属性
钛具备优良的强度-重量比,其密度通常仅为钢的60%。钛的弹性系数比钢低,因此质地更坚硬,挠曲度更好。钛的耐侵蚀性也优于不锈钢,而且导热性低。这些属性意味着钛金属在加工过程中会产生较高和较集中的切削力。
它容易产生振动而导致切削时出现震颤;并且,它在切削时还容易与切削刀具材料发生反应,从而加剧月牙洼磨损。此外,它的导热性差,由于热主要集中在切削区,因此钛合金零件加工的刀具必须具备高热硬度。
钛合金切削过程中的特点
在实际铣削加工中,钛合金零件加工所需的条件不容易全部满足,因为理想的稳定条件并不总是具备。此外,许多钛零件的形状复杂,可能包含许多细密或深长的型腔、薄壁、斜面和薄托座。要想成功加工这样的零件,就需要使用大悬伸、小直径刀具,这都会影响刀具稳定性。
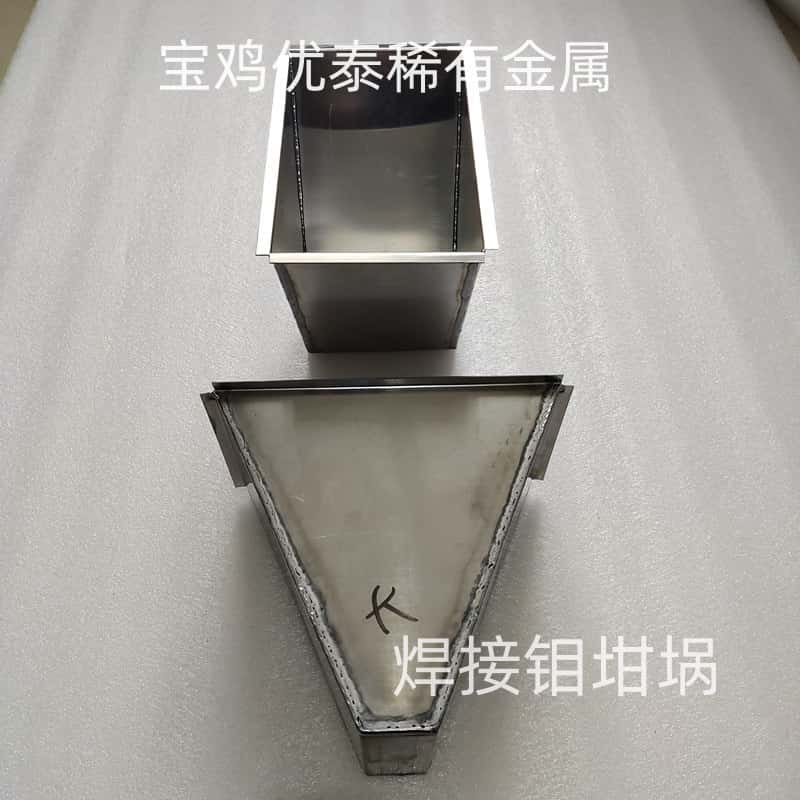
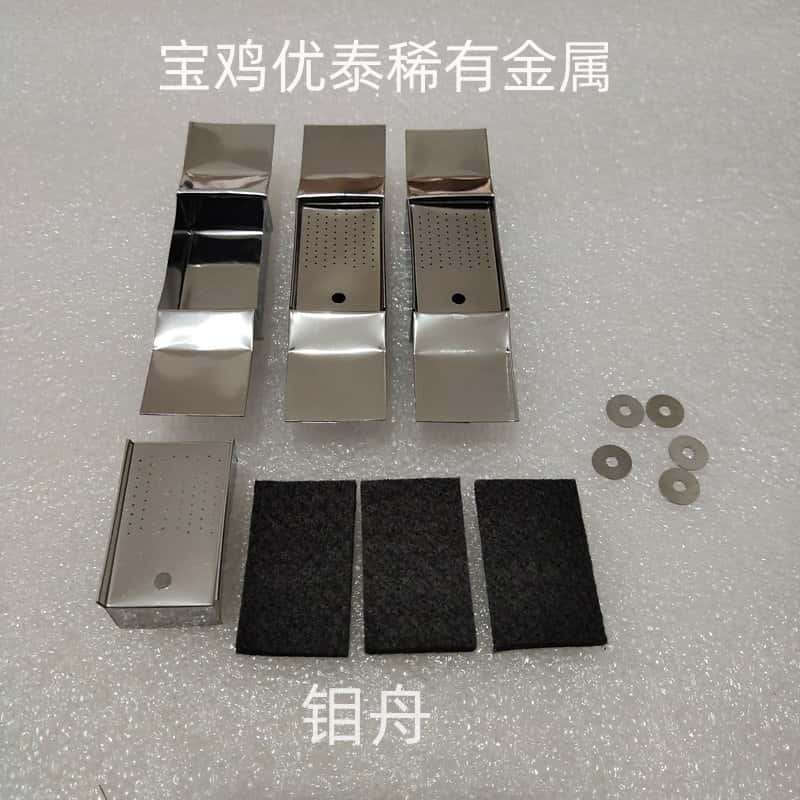
钛合金加工件

在钛合金加工时,往往更容易出现潜在的稳定性问题。
在铣削钛金属时,要求刀具至少以.小的进给量工作——通常为每齿0.1mm。
如果扔有振动趋势,则刀片损坏或刀具寿命缩短问题将不可避免。可能的解决方法包括..计算每齿进给量,并确保它至少为0.1mm。
随着加工工艺技术的发展,近年来,钛合金已广泛应用于飞机发动机的压气机段、发动机罩、排气装置等零件的制造以及飞机的大梁隔框等结构框架件的制造。某新型航空发动机的钛合金零件约占零件总数的11%。
根据钛合金的性质和切削过程中的特点
钛合金加工方法应考虑以下几个方面:
1、采用较小的前角和较大的后角以增大切屑与前刀面的接触长度,减小工件与后刀面的摩擦,刀尖采用圆弧过渡刃以提高强度,避免尖角烧损和崩刃。要保持刀刃锋利,以保证排屑流畅,避免粘屑崩刃。切削速度宜低,以免切削温度过高;进给量适中,过大易烧刀,过小则因刀刃在加工硬化层中工作而磨损过快;切削深度可较大,使刀尖在硬化层以下工作,有利于提高刀具耐用度。
2、尽可能使用硬质合金刀具,如钨钴类硬质合金与钛合金化学亲和力小、导热性好、强度也较高。低速下断续切削时可选用耐冲击的超细晶粒硬质合金,成形和复杂刀具可用高温性能好的高速钢。




 当前位置:
当前位置:

 热门推荐
热门推荐




